 +7 (920) 977-22-23
+7 (920) 977-22-23 al@ecothermo.com
al@ecothermo.com


Кузнечное производство
| Ключевой особенностью нашего предприятия является возможность изготовления торцевой раскатки. Торцевая раскатка представляет собой разновидности поковок, получаемые методом пластического деформирования заготовки. Технология торцевой раскатки основана на локализации очага деформации, за счет наклона одного из вращающихся инструментов на определенный угол, с подачей за каждый оборот. Технология эффективна в условиях мелкосерийного производства заготовок деталей типа тел вращения. Размеры поковок, получаемые этим методом, составляют до 750 мм в диаметре и весом до 200 кг. По этой технологии можно делать детали, как на горячую, так и на холодную, она применяется также к цветным сплавам. |
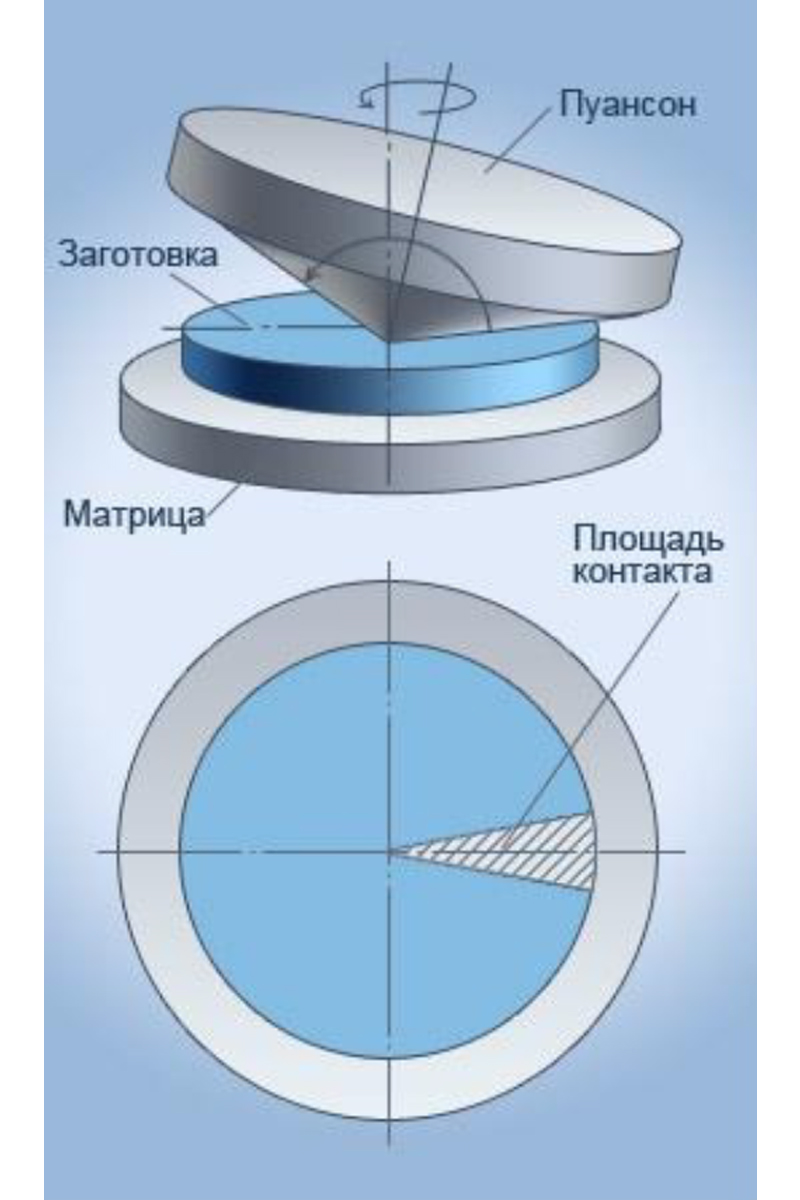




| Технология торцевой раскатки Технология торцевой раскатки основана на локализации очага деформации, за счет наклона одного из вращающихся инструментов на определенный угол, с подачей за каждый оборот. Ограничения диаметр до 550 мм и весом до 300 кг. |


|
| Технология эффективна в условиях мелкосерийного производства заготовок деталей типа: – Диски колес. – Ступицы. – Фланцы. – Буксы. – Шестерни. – Валы с фланцами. – Полые валы с фланцами. Изготовление деталей С помощью торцевой раскатки на ДБ-2240 мы можем получать заготовки диаметром до 850 мм. |
Наше оборудование
 Установленная мощность: 120 кВт. Мощность нагревателей: не более 115 кВт. Размеры рабочего пространства: Д – 2000 мм, Ш – 1000 мм, В – 1000 мм. |  Установленная мощность: 60 кВт. Температурный режим: 1250 ℃. Размеры рабочего пространства: Д – 1150 мм, Ш – 780 мм, В – 71 мм. |  Установленная мощность: 37 кВт. Размеры рабочего пространства: Д – 4825 мм, Ш – 1590 мм, В – 5755 мм. |
| Проект по Радиально-раскатной машине В машиностроении применяются десятки миллионов кольцевых деталей. Анализ показывает, что 60% из них имеют сложно-ступенчатый профиль диаметром 200-1000 мм. Основными способами их изготовления является штамповка, свободная ковка, вырезка из листа, при этом коэффициент использования металла (КИМ) оставляет 0,1-0,3. |  |
Технологии торцевой раскатки
Технология торцевой раскатки в сочетании с кольцераскаткой основана на локализации очага деформации, за счет наклона одного из вращающихся инструментов на определенный угол, с подачей за каждый оборот.
– Ограничения диаметра до 750 мм и веса до 200 кг.
– Габариты кольца до 550 мм
– При габарите бандажа до 670 мм.
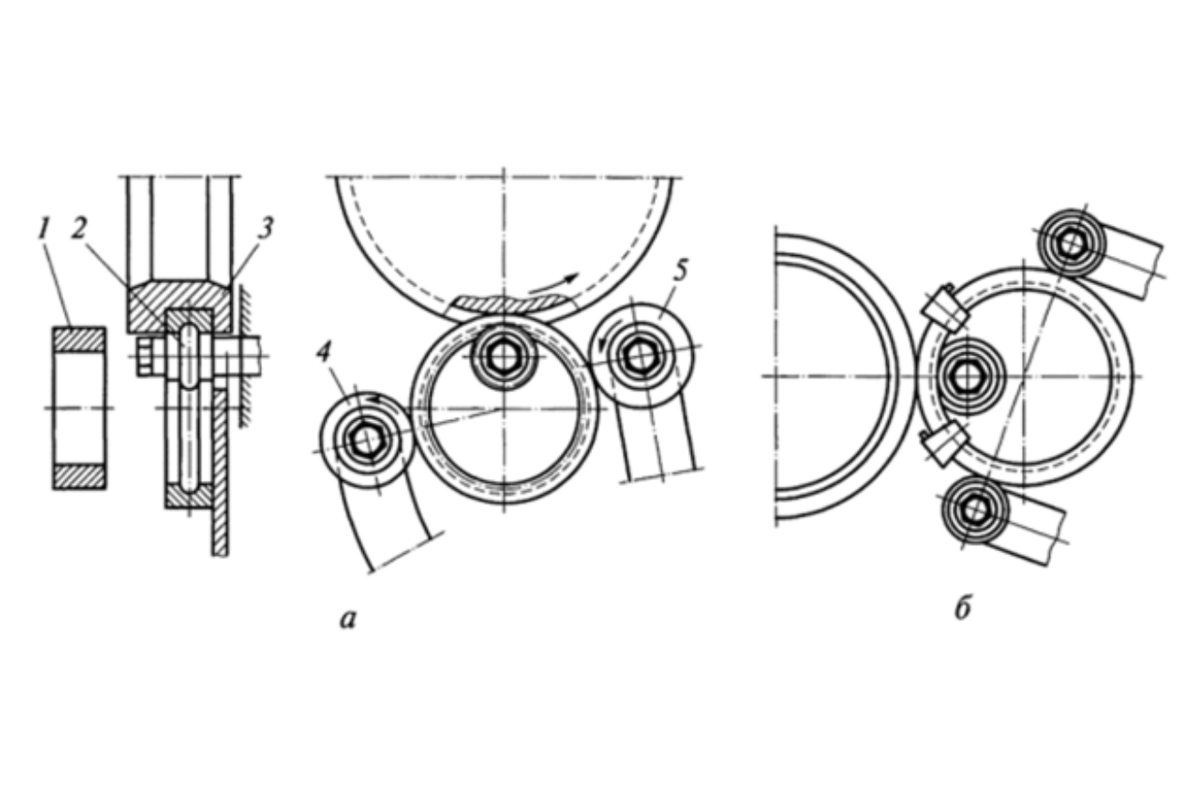 | Методы открытой и полузакрытой раскатки симметричных профильных деталей На данный момент множество предприятий освоило и внедрило в использование методов открытой и полузакрытой раскатки симметричных профильных деталей тел вращения. Тем самым способствую повышению коэффициента КИМ до 0,4-0,5. Однако, имеется альтернативный способ изготовлений кольцевых заготовок с еще большим коэффициентом точности (КИМ) – закрытой радиально-ториевой раскатки. |
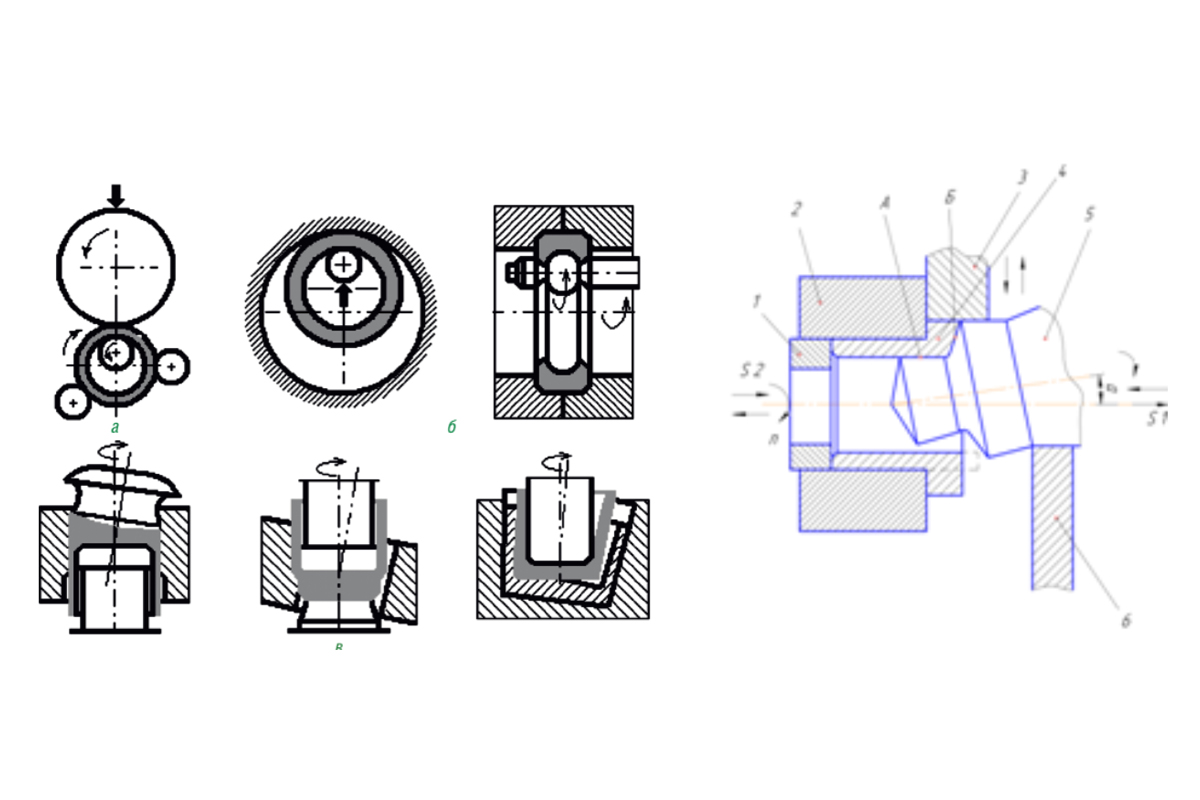 | Метод закрытой радиально-торцевой раскатки Зачем нужен метод закрытой раскатки если есть открытый и полузакрытый? Основная особенность закрытой раскатки состоит в том, что она включает в себя все положительные аспекты радиальной раскатки, развальцовки и торцевой раскатки. Кроме этого, также позволяет ускорить процесс изготовления внедрением термотехнического исполнения в одном переходе. Плюсы: – повышение КИМ до 0,6-0,9. – точность размеров по 10-12 квалитету. – снизить расход металла в 1,5-3 раза по сравнению с заготовками, получаемыми горячей традиционной радиальной раскаткой и штамповкой. – снижение трудоемкости последующей механической обработки на 15-30. – повышенные механические и эксплуатационные характеристики за счет использования эффекта термомеханической обработки (ТМО) в процессе раскатки. |
Процессы изготовления
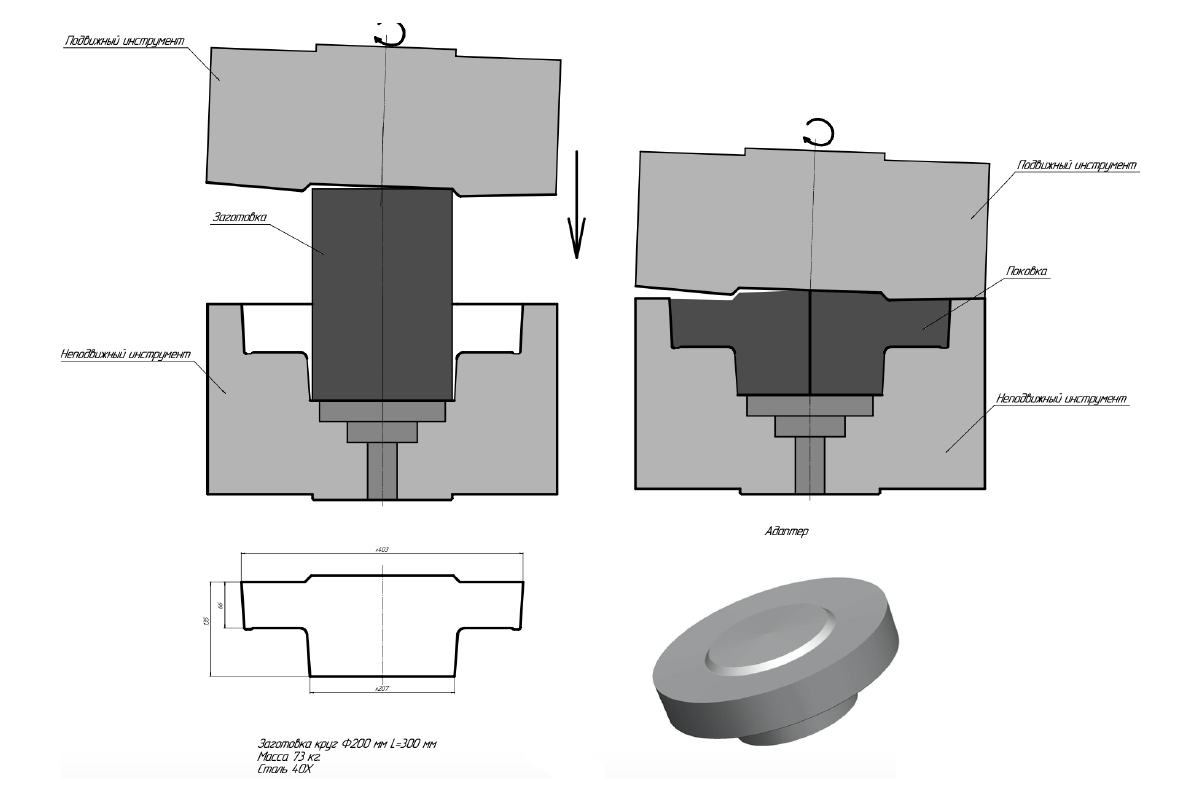
Процесс изготовления адаптера
|
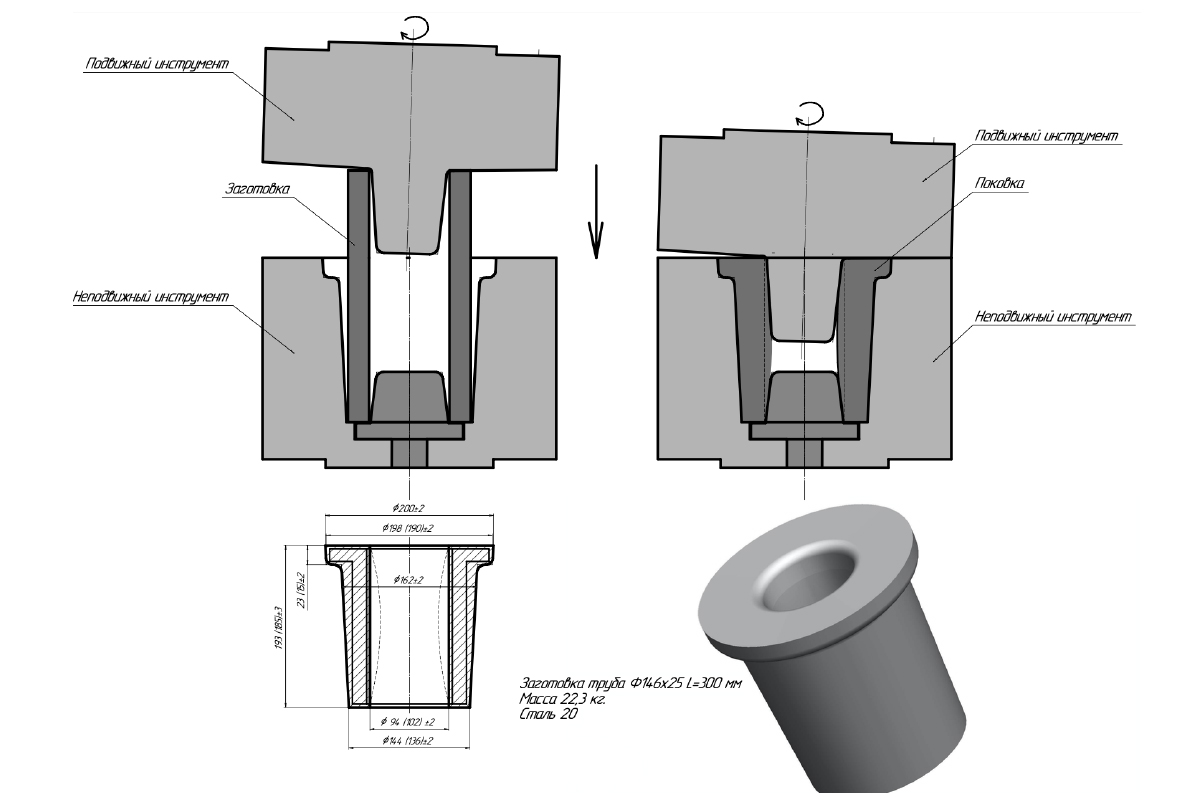
Процесс изготовления буксы
|
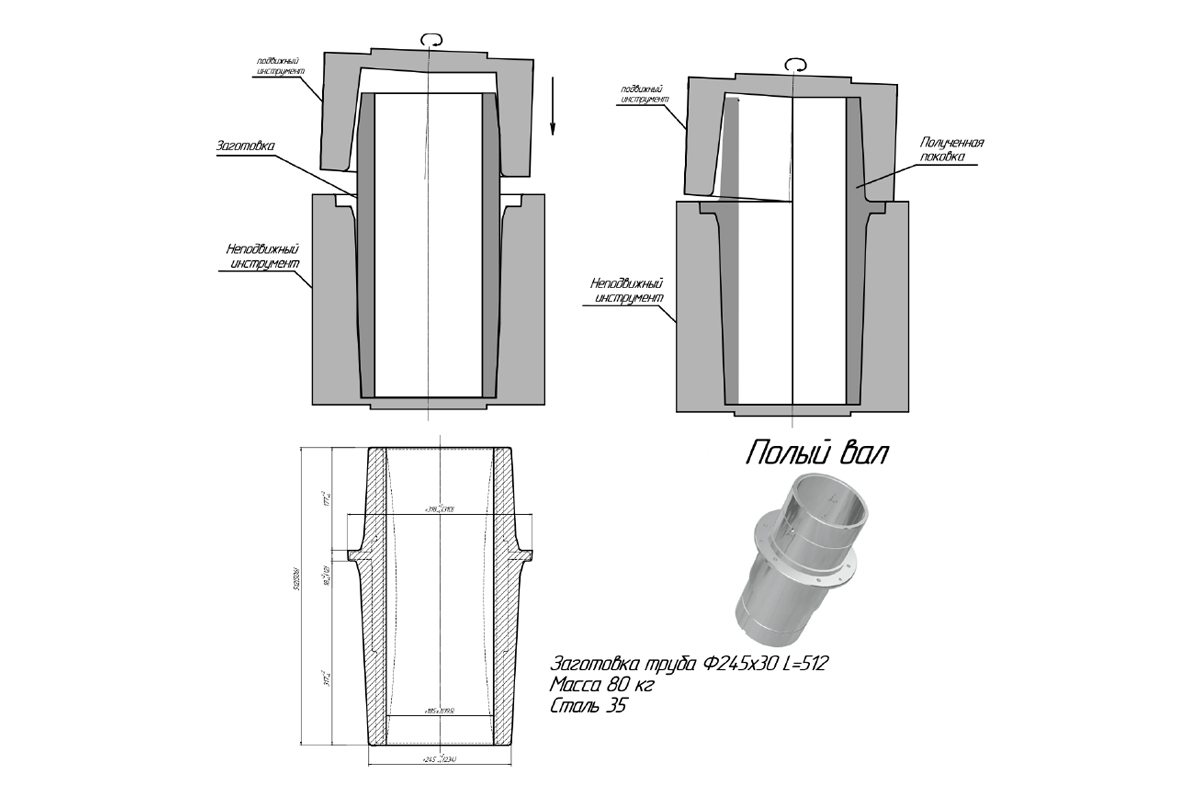
Процесс изготовления полого вала
|
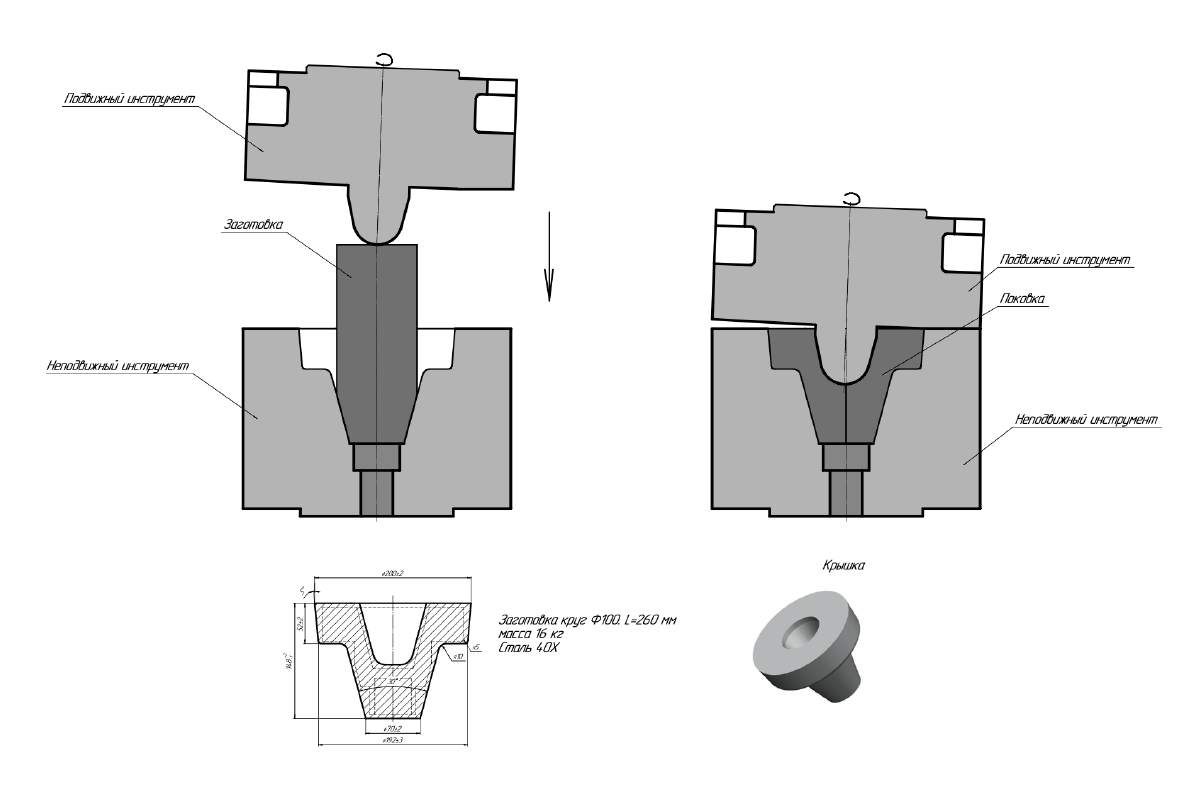
Процесс изготовления крышки
|
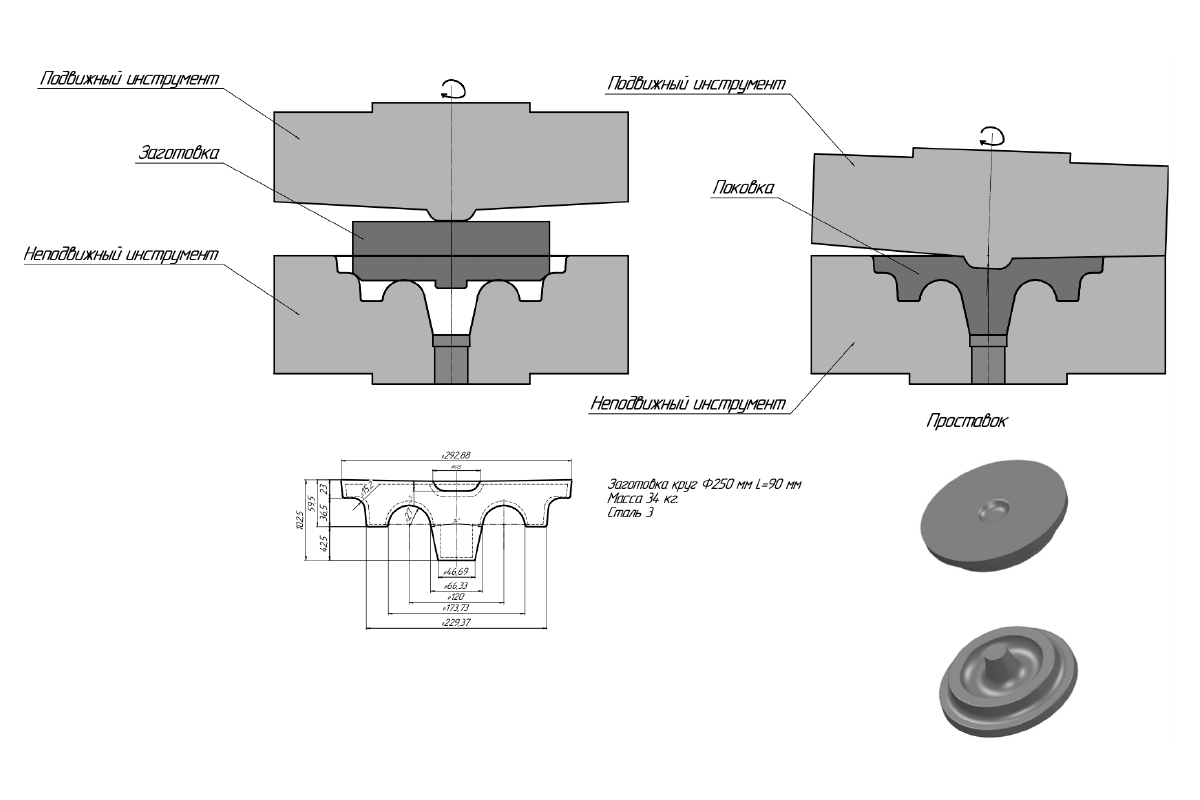
Процесс изготовления проставки
|
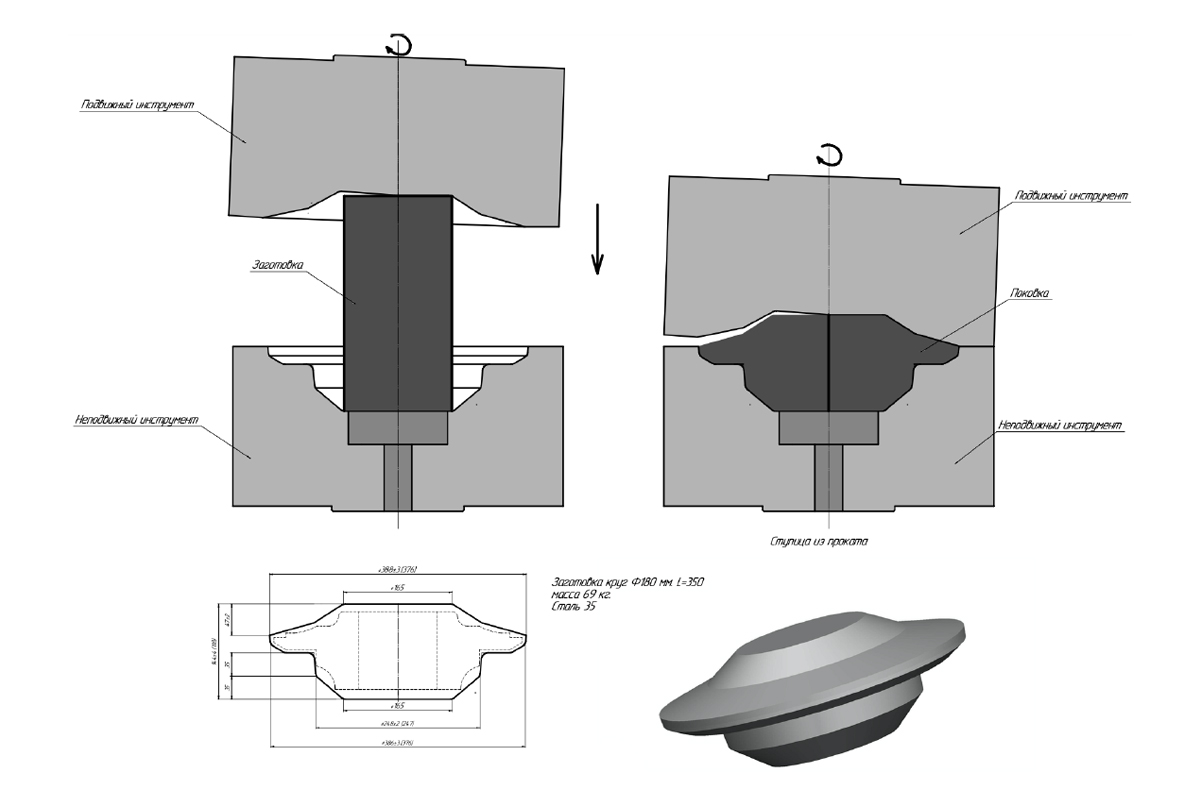
Процесс изготовления ступицы
|
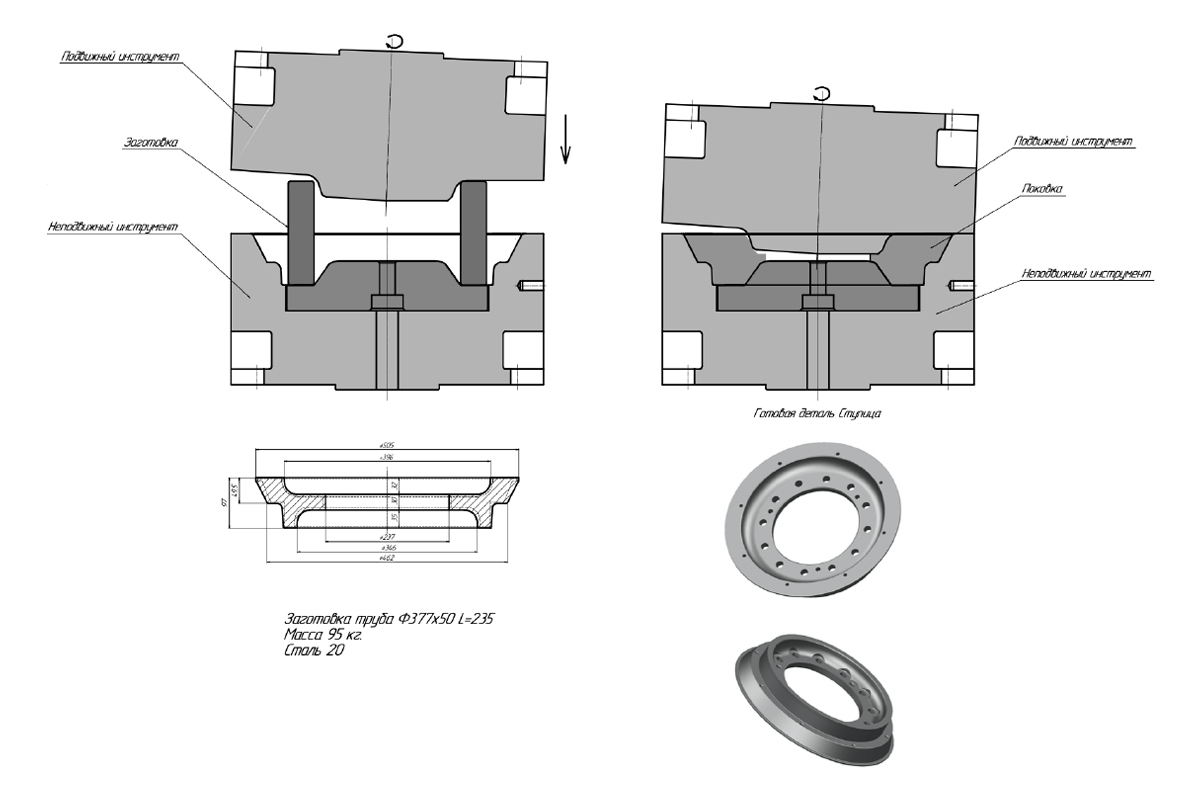
Процесс изготовления ступицы
|
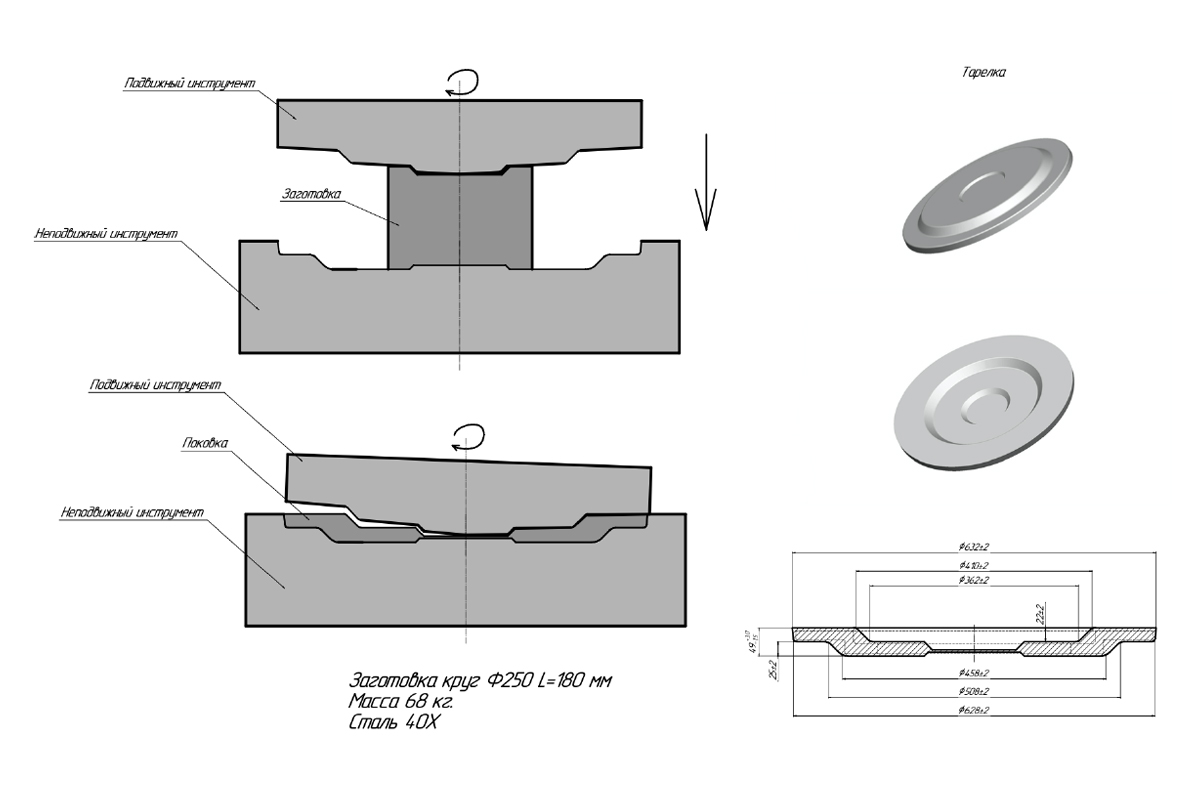
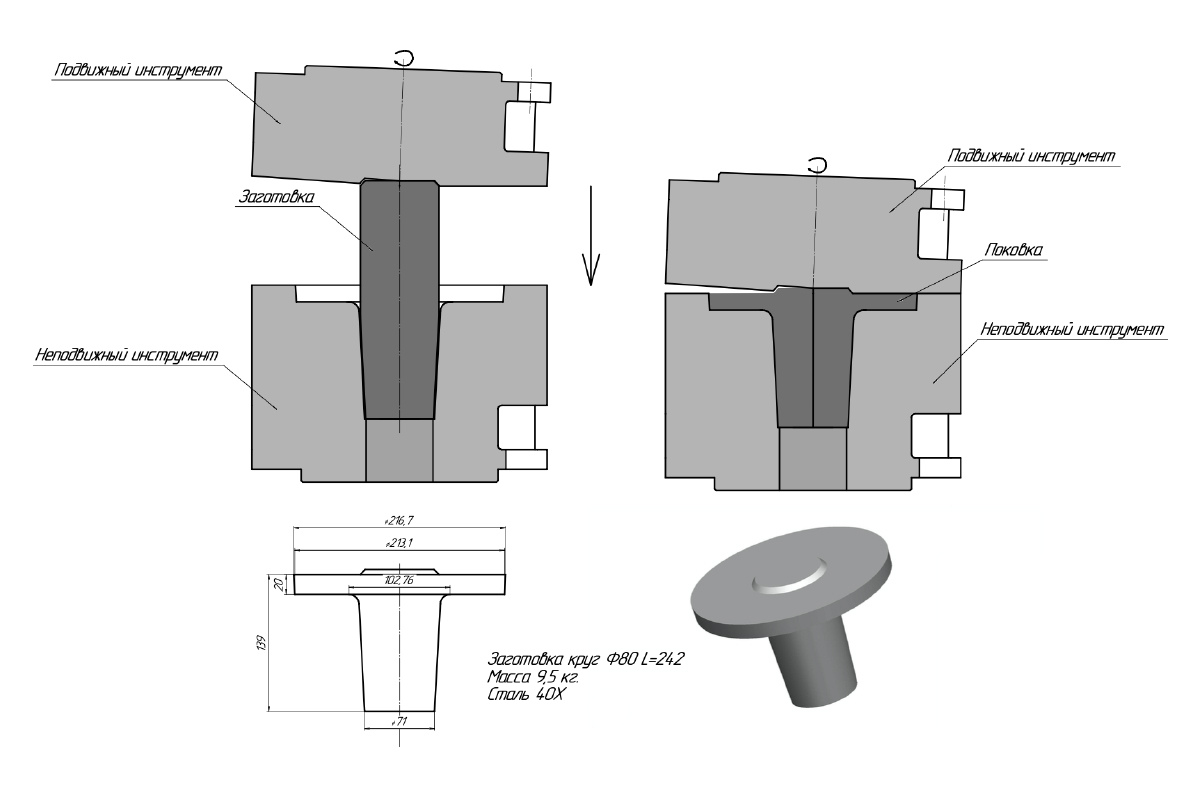
Процесс изготовления тарелки
|
Процесс изготовления фланца
|